公司名称:合肥百川自动化有限公司
 进口十字轴生产铆压装配线带自检功能
进口十字轴生产铆压装配线带自检功能 发布时间:2023年11月09日
详细说明
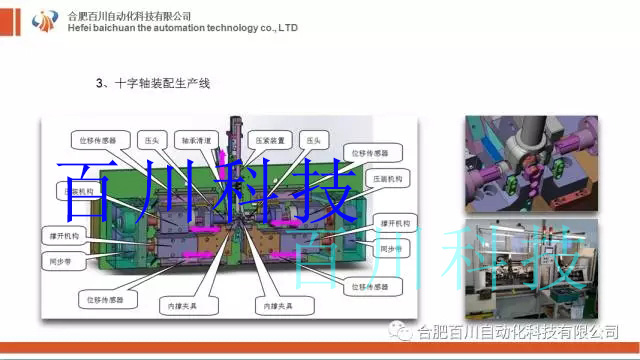
1. 将长节叉和十字轴组合后装入夹具定位。长节叉杆以V型块粗定位,两个叉的内档面分别以两个拉钩定位。十字轴以一个轴和下端面定位,使穿入节叉的轴与孔同心,便于压入轴轴承。
 
2. 启动机床,上压气缸驱动压块,压紧长节叉杆端面。压块可以上下调整,以适应不同规格产品的需求。
 
3. 拉钩由伺服电机通过减速机、丝杠和拉头驱动,将节叉拉紧。通过拉头内的弹簧调节,使两个叉上的受力相同,拉力的大小则由拉头行程调整。(不同的产品需要更换不同的拉钩)
 
                             下部为拉钩和拉头机构
 
4. 达到预定的拉力后,控制系统根据拉钩位置位移传感器反馈的信息,指令伺服电机对拉钩的位置进行调整。(由于节叉定位面误差、人工安装误差和其它误差等将使拉钩偏离正确位置)使两个拉钩的对称中心与机床的定位中心重合,精度误差为Δ,允差±0.05MM,达到要求后,伺服电机锁紧。
 
5. 取料机构在取料位置,轴承盖由滑道落下,检测轴承盖到位后,由气缸驱动,由后向前将轴承盖输送到压铆位置。
压铆头由伺服电机通过减速机、丝杠驱动,将轴轴承压入节叉孔和十字轴中。在压入过程中同时进行铆压,压铆头位置由位移传感器检测。由于拉钩是用弹簧压紧,在铆压过程中其位置存在变化的可能性,控制系统根据拉钩和铆压头的四个传感器反馈的位置信息,在压铆过程中不断对压铆头的位移行程进行修正,使压铆头相对于拉钩的距离逐步逼近设定值。在铆压完成时,压铆头的对称中心和拉钩的对称中心重合,精度误差为Δ,允差±0.05MM。可设置上限压力保护值,超压自动返回并停机保护。
铆压时,测出轴承外部中心凹孔相对平面的变形量,并显示在界面中。8、铆接后,压装机构退回、送料机构向后退到取料位置、张力机构松开、压紧机构松开,取下工件,转入右工位。
 
2. 启动机床,上压气缸驱动压块,压紧长节叉杆端面。压块可以上下调整,以适应不同规格产品的需求。
 
3. 拉钩由伺服电机通过减速机、丝杠和拉头驱动,将节叉拉紧。通过拉头内的弹簧调节,使两个叉上的受力相同,拉力的大小则由拉头行程调整。(不同的产品需要更换不同的拉钩)
 
                             下部为拉钩和拉头机构
 
4. 达到预定的拉力后,控制系统根据拉钩位置位移传感器反馈的信息,指令伺服电机对拉钩的位置进行调整。(由于节叉定位面误差、人工安装误差和其它误差等将使拉钩偏离正确位置)使两个拉钩的对称中心与机床的定位中心重合,精度误差为Δ,允差±0.05MM,达到要求后,伺服电机锁紧。
 
5. 取料机构在取料位置,轴承盖由滑道落下,检测轴承盖到位后,由气缸驱动,由后向前将轴承盖输送到压铆位置。
压铆头由伺服电机通过减速机、丝杠驱动,将轴轴承压入节叉孔和十字轴中。在压入过程中同时进行铆压,压铆头位置由位移传感器检测。由于拉钩是用弹簧压紧,在铆压过程中其位置存在变化的可能性,控制系统根据拉钩和铆压头的四个传感器反馈的位置信息,在压铆过程中不断对压铆头的位移行程进行修正,使压铆头相对于拉钩的距离逐步逼近设定值。在铆压完成时,压铆头的对称中心和拉钩的对称中心重合,精度误差为Δ,允差±0.05MM。可设置上限压力保护值,超压自动返回并停机保护。
铆压时,测出轴承外部中心凹孔相对平面的变形量,并显示在界面中。8、铆接后,压装机构退回、送料机构向后退到取料位置、张力机构松开、压紧机构松开,取下工件,转入右工位。
合肥百川自动化有限公司
联系人:王工 先生 (销售经理)
电 话:0139-65126158
传 真:
手 机:13965126158
Q Q:
地 址:中国安徽肥西县合肥经开区桃花工业园玉兰大道
邮 编:
网 址:http://bczdh118.qy6.com(