公司名称:湖南豪企塑业有限公司
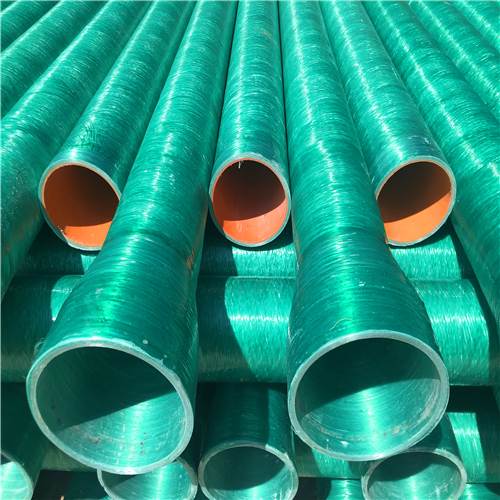 aa湖南MFPT塑钢复合管玻璃钢复合管穿线管耐用实壁
aa湖南MFPT塑钢复合管玻璃钢复合管穿线管耐用实壁 发布时间:2023年11月12日
详细说明
、仔细阅读设计文件,注意原材料选用、各部分尺寸、模具的选用、铺层设计等关键事项,做到心中有数。
2、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计 要求。
3、打磨PVC管体表面,要无坑凹、粉尘、杂物及其他附着物,要作到表面平滑,有问题及时修理、维护;
4、制作中间层,PVC筒体打磨好后在管体表面用PVC与玻璃钢专用粘接剂A410-901手糊制一层短切毡。
5、整体加强。
将组装好的设备壳体接入数控纤维缠绕机,打磨、修整设备壳体外表面。将设计好的参数输入微机,由微机控制用无碱无捻玻璃纤维进行往复式
缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
红外线固化管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
PVC/FRP贮罐生产工艺说明
pvc/frp设备采用我厂新版本的数控纤维缠绕机制造,具体制造工艺如下:
1、仔细阅读设计文件,注意原材料选用、各部分尺寸、模具的选用、铺层设计等关键事项,做到心中有数。
2、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;
要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;
3、打磨PVC筒体表面,要无坑凹、粉尘、杂物及其他附着物,要作到表面平滑,有问题及时修理、维护;
4、制作中间层,PVC筒体打磨好后在筒体表面用PVC与玻璃钢专用粘接剂A410-901手糊制一层短切毡。
5、整体加强。
(1)将组装好的设备壳体接入数控纤维缠绕机,打磨、修整设备壳体外表面。
(2)用短切毡局部加强下封底与筒体拐角应力集中区,调整缠绕角及封头包角,依适应封头应力集中特性,下封头包敷宽度大于250mm,筒体包敷高度400mm。
(3)采用一高三多、退缠进喷,喷射纱、环向与交叉缠绕交替进行,并通过调整内衬转速及纤维张力,保证罐壁树脂含量。外斜底设备下封头
底面与设备轴线不垂直,调整缠绕设备及缠绕参数,整体加强中交叉缠绕的缠绕长度大于设备筒体长度,设备主体旋转1200,缠绕纱对设备
上下封头形成花蕾式包敷。
(4)过程检验,深度固化。
6、装配管口。根据图纸划线定位,开孔安装管口。
7、外保护层。整体制作完毕后(包括配件安装),喷涂防护层,抗老化胶衣树脂添加紫外线吸收剂
2、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计 要求。
3、打磨PVC管体表面,要无坑凹、粉尘、杂物及其他附着物,要作到表面平滑,有问题及时修理、维护;
4、制作中间层,PVC筒体打磨好后在管体表面用PVC与玻璃钢专用粘接剂A410-901手糊制一层短切毡。
5、整体加强。
将组装好的设备壳体接入数控纤维缠绕机,打磨、修整设备壳体外表面。将设计好的参数输入微机,由微机控制用无碱无捻玻璃纤维进行往复式
缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
红外线固化管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
PVC/FRP贮罐生产工艺说明
pvc/frp设备采用我厂新版本的数控纤维缠绕机制造,具体制造工艺如下:
1、仔细阅读设计文件,注意原材料选用、各部分尺寸、模具的选用、铺层设计等关键事项,做到心中有数。
2、设备调试。首先认真检查设备运转及工作部位是否正常,特别要细心检查树脂-固化剂双组分泵是否有堵塞现象,之间配比是否达到设计要求;
要确保制衬、缠绕、修整、脱模等设备的运行稳定和工作精度;
3、打磨PVC筒体表面,要无坑凹、粉尘、杂物及其他附着物,要作到表面平滑,有问题及时修理、维护;
4、制作中间层,PVC筒体打磨好后在筒体表面用PVC与玻璃钢专用粘接剂A410-901手糊制一层短切毡。
5、整体加强。
(1)将组装好的设备壳体接入数控纤维缠绕机,打磨、修整设备壳体外表面。
(2)用短切毡局部加强下封底与筒体拐角应力集中区,调整缠绕角及封头包角,依适应封头应力集中特性,下封头包敷宽度大于250mm,筒体包敷高度400mm。
(3)采用一高三多、退缠进喷,喷射纱、环向与交叉缠绕交替进行,并通过调整内衬转速及纤维张力,保证罐壁树脂含量。外斜底设备下封头
底面与设备轴线不垂直,调整缠绕设备及缠绕参数,整体加强中交叉缠绕的缠绕长度大于设备筒体长度,设备主体旋转1200,缠绕纱对设备
上下封头形成花蕾式包敷。
(4)过程检验,深度固化。
6、装配管口。根据图纸划线定位,开孔安装管口。
7、外保护层。整体制作完毕后(包括配件安装),喷涂防护层,抗老化胶衣树脂添加紫外线吸收剂
公司产品信息
湖南怀化四孔格栅管九孔格栅管九孔管dn108现货湖南长沙克拉管B型结构壁管增强缠绕管dn300现货
湖南长沙HDPE双壁波纹管排污管塑料管你值得拥有
湖南内肋管增强缠绕管增强缠绕管的原材料性能
湖南长沙玻璃钢垃圾管BWFRP纤维缠绕拉挤管结构特点
湖南长沙CPVC电力管电缆管埋低穿线管dn110
湖南增强螺旋管PE克拉管的相关知识
湖南克拉管B型结构壁管增强缠绕管聚乙烯克拉管使用要点
湖南电力管电缆管埋低穿线管200电力管厂家
湖南怀化克拉管B型克拉管螺旋管克拉增强缠绕管400现货
湖南HDPE双壁波纹管塑料管排污管dn300
湖南长沙HDPE钢带管增强缠绕管PE钢带波纹管现货
湖南长沙克拉管增强缠绕管聚乙烯克拉管塑料管以及原因
供应湖南BWFRP玻璃钢纤维管玻璃钢缠绕管玻璃钢编织管现货
湖南HDPE克拉管增强缠绕管B型克拉管注意哪些问题
湖南HDPE克拉管增强缠绕管dn300连接步骤
aa湖南MFPT塑钢复合管玻璃钢复合管穿线管耐用实壁
湖南增强管内肋管内肋管运输要注意什么
湖南长沙HDPE克拉管增强缠绕管聚乙烯克拉管具体有哪些
湖南长沙HDPE双壁波纹管市政管dn300
湖南豪企塑业有限公司
联系人:陈文秀 先生 (经理)
电 话:0731-82255455
传 真:0731-82255455
手 机:13618460578
Q Q:
地 址:中国湖南长沙市中岭立交桥
邮 编:000000
网 址:http://chenchun1988.qy6.com(