公司名称:哈尔滨华崴焊切股份有限公司(产品展示园地)
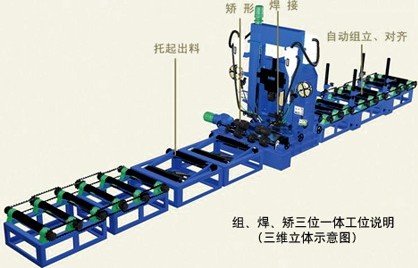 (组、焊、矫)三位一体H型钢焊接生产线
(组、焊、矫)三位一体H型钢焊接生产线 发布时间:2017年06月04日
详细说明
一、概述:本H型钢生产线是我公司在国内*一条自行研发的H型钢(短流程)自动焊接生产线,焊接形式是将H型钢按照工字型放置,两侧同时焊接两道角缝,作为H型钢的焊接此种工艺方法更加先进合理,焊后H型钢的各种残余应力小,成品的金相组织和机械性能优于船形焊接,并且同时提高了焊接效率。由于对称焊接,焊接后腹板基本不变形,焊后热态时对H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。本H型钢生产线生产工艺的合理性使得焊后产品的残余应力小,在形成钢结构框架的稳定性要高于使用其他焊接工艺方法生产的焊接H型钢。本生产线一次完成组立、焊接、矫形、托起、出料等全部工序,具有生产工艺合理,流程短,高速快节拍的生产特点是目前H型钢生产厂家在购买设备时的*选(设备主要结构和参数与德国等欧洲先进国家同类设备相同,在国内、国际的用户中经受了多年的考验深受用户好评)。
二生产线的主要技术特点及创新点:
1焊接H 型钢的生产方式是将H型钢按照“工”字型放置,两侧同时焊接两道角缝,大大增加了焊接效率。由于对称焊接,焊接后腹板基本不变形。
2矫形机构通过偏心压辊实现对焊后热态的H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。
3从焊接规格上看,焊接H型钢的规格是国内*大的,与国外*先进的H型钢焊接设备生产公司(ESAB公司)的H型钢焊接生产线指标相同。
4在组立方式上,采用了组立-焊接一体化方式,减少了工序,提高了生产效率。
5 在腹板、翼缘板对中方式上,采用了前后各两组的对中方式,提高了定位精度。
6 送丝机与焊枪软连接并且焊枪焊接角度可以调整装置。
7 大角焊缝,采用双电源(DC+AC)双丝、双弧、双熔池焊接工艺。本生产线的这些特点都是国内首创。
8 采用进口PLC控制,可靠,易编程
9 在同一工位上,连续完成H型钢在生产过程中的组立、焊接、矫形、托起、出料等全部工序。
三、生产线与分体机的对比
1焊接工位对比:
传统的组立H型钢方法,大部分属单机生产。工件成型要通过组立机组立、门式焊机焊接、矫正机矫形三种机型。H型钢要吊车吊装8次经过8个工位才能成型。
我公司研制的H型钢自动焊接生产线属于连续焊接型,本生产线只用2 名操作工人在同一工位上,连续完成H型钢在生产过程中的组立、焊接、矫形、托起、出料等全部工序。H型钢只要吊车吊装2次经过2个工位就能成型,节省了大量工时,提高了生产效率。整个生产过程工艺流畅、定位精度高、布局合理、占地少、操作方便、自动化程度高。
1焊接方式对比:
传统的H 型钢焊接采用船形位置焊接,就是将腹板与翼缘板组立后,旋转45°角后进行单面焊接,优点是焊缝成形好,缺点是由于单面焊接造成延长度方向的线变形和围绕轴心的扭曲变形较大,而且这种变形不容易矫正。
本生产线焊接形式是将H型钢按照工字型放置,同时焊接两道角缝。这种焊接形式的优点是由于对称焊接,焊接后腹板基本不变形,可以焊后热态时对H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。
2操作空间对比:
生产线占地30米,分体机占地80米。工件堆放空间生产线是分体机1/3。
3 焊枪软连接并且焊枪焊接角度可以调整装置。
4在腹板、翼缘板对中方式上,采用了前后各两组的对中方式,提高了定位精度。
5价格对比:
这是长期投入短期投入问题,一次性投入生产线价格略高,但是按操作空间、操作工人、装机容量、吊车使用频率等计算,价格不高。
本生产线焊接的H型钢达到中华人民共和国黑色冶金行业标准 焊接H型钢(YBT3301-2005)规定的标准.
二生产线的主要技术特点及创新点:
1焊接H 型钢的生产方式是将H型钢按照“工”字型放置,两侧同时焊接两道角缝,大大增加了焊接效率。由于对称焊接,焊接后腹板基本不变形。
2矫形机构通过偏心压辊实现对焊后热态的H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。
3从焊接规格上看,焊接H型钢的规格是国内*大的,与国外*先进的H型钢焊接设备生产公司(ESAB公司)的H型钢焊接生产线指标相同。
4在组立方式上,采用了组立-焊接一体化方式,减少了工序,提高了生产效率。
5 在腹板、翼缘板对中方式上,采用了前后各两组的对中方式,提高了定位精度。
6 送丝机与焊枪软连接并且焊枪焊接角度可以调整装置。
7 大角焊缝,采用双电源(DC+AC)双丝、双弧、双熔池焊接工艺。本生产线的这些特点都是国内首创。
8 采用进口PLC控制,可靠,易编程
9 在同一工位上,连续完成H型钢在生产过程中的组立、焊接、矫形、托起、出料等全部工序。
三、生产线与分体机的对比
1焊接工位对比:
传统的组立H型钢方法,大部分属单机生产。工件成型要通过组立机组立、门式焊机焊接、矫正机矫形三种机型。H型钢要吊车吊装8次经过8个工位才能成型。
我公司研制的H型钢自动焊接生产线属于连续焊接型,本生产线只用2 名操作工人在同一工位上,连续完成H型钢在生产过程中的组立、焊接、矫形、托起、出料等全部工序。H型钢只要吊车吊装2次经过2个工位就能成型,节省了大量工时,提高了生产效率。整个生产过程工艺流畅、定位精度高、布局合理、占地少、操作方便、自动化程度高。
1焊接方式对比:
传统的H 型钢焊接采用船形位置焊接,就是将腹板与翼缘板组立后,旋转45°角后进行单面焊接,优点是焊缝成形好,缺点是由于单面焊接造成延长度方向的线变形和围绕轴心的扭曲变形较大,而且这种变形不容易矫正。
本生产线焊接形式是将H型钢按照工字型放置,同时焊接两道角缝。这种焊接形式的优点是由于对称焊接,焊接后腹板基本不变形,可以焊后热态时对H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。
2操作空间对比:
生产线占地30米,分体机占地80米。工件堆放空间生产线是分体机1/3。
3 焊枪软连接并且焊枪焊接角度可以调整装置。
4在腹板、翼缘板对中方式上,采用了前后各两组的对中方式,提高了定位精度。
5价格对比:
这是长期投入短期投入问题,一次性投入生产线价格略高,但是按操作空间、操作工人、装机容量、吊车使用频率等计算,价格不高。
本生产线焊接的H型钢达到中华人民共和国黑色冶金行业标准 焊接H型钢(YBT3301-2005)规定的标准.
哈尔滨华崴焊切股份有限公司(产品展示园地)
联系人:隋经理 先生 (销售经理)
电 话:0139-36138950
传 真:0451-86664110
手 机:13936138950
Q Q:
地 址:中国黑龙江哈尔滨市南岗区学府四街10号
邮 编:150086
网 址:http://kweld2005.qy6.com(