公司名称:苏州虎伏新材料科技有限公司
 为江苏各地区汽轮机、电机等设备提供轴瓦修复服务
为江苏各地区汽轮机、电机等设备提供轴瓦修复服务 发布时间:12月02日
详细说明
1、修复材料及设备
焊接材料采用虎伏生产的φ1.6的SnSb11Cu6巴氏合金焊丝,该焊丝采用无AS晶粒细化技术,配合特殊的辊轧工艺,具有晶粒细小,污染小等特点,可充分满足MIG焊时高速送丝的要求。
焊接设备采用虎伏二次开发的KD-500巴氏合金MIG焊机,配合高效的送丝系统,可有效减少焊接过程中的飞溅,实现焊接。
修复工艺根据具体的工件尺寸选择,通常电流控制在90±10A,电压15±5V。焊接速度控制在100±20mm/s。
2、焊接过程
2.1焊件预处理
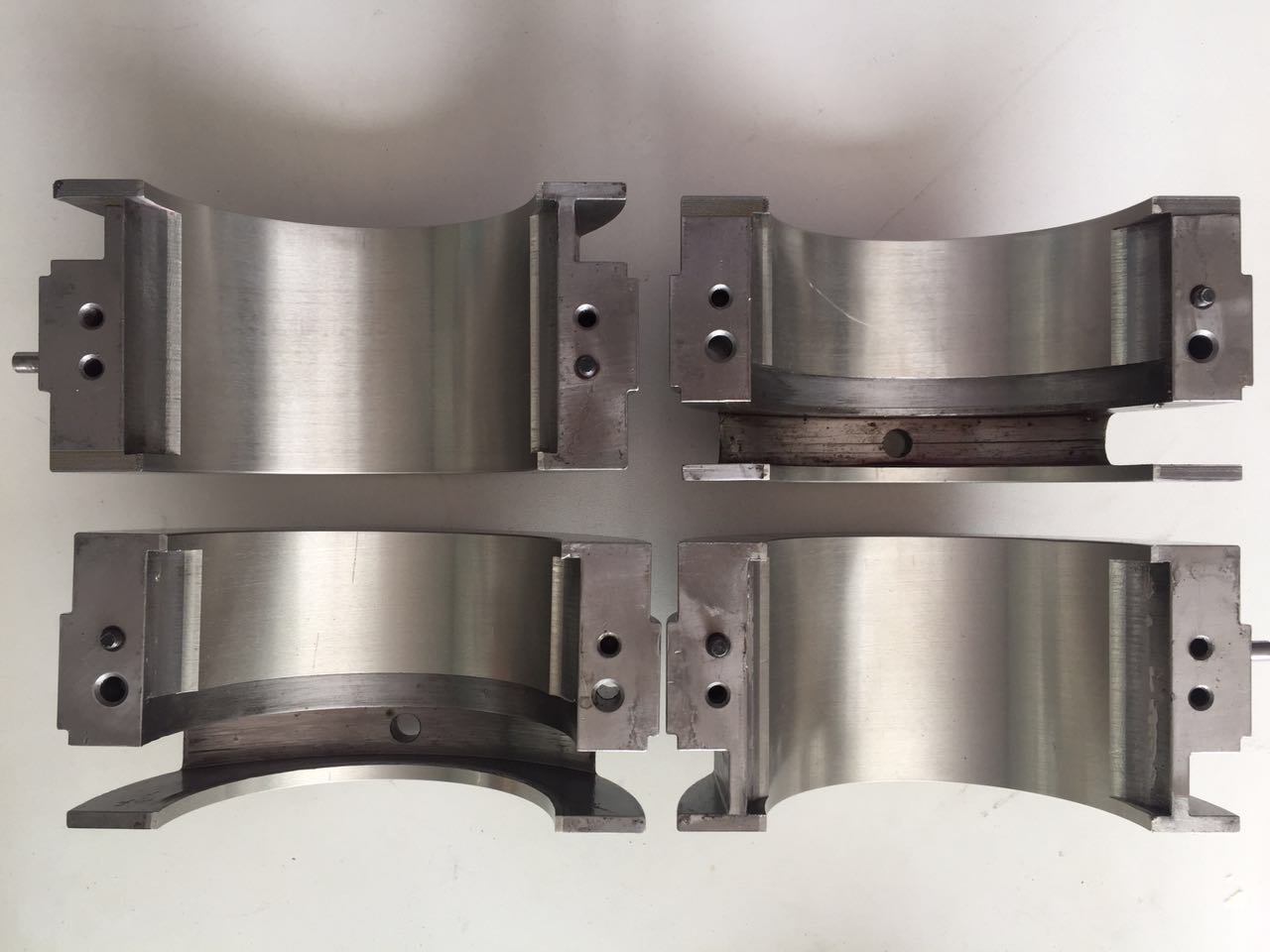
先确定轴瓦损坏位置,将轴瓦放入烘干箱中进行烘烤,去除上面的油渍,因为,轴瓦长期处于润滑油中,会严重影响修补处材料的润湿性。随后,使用着色剂中的清洗剂对需修补处进行清洗,而后,车掉需焊接处,要求表面无铁锈呈现金属光泽,深度变化要均匀,尽量减少夹角及凹坑。
2.2 设备准备
对设备进行校正,确保设备运行偏差≤0.08mm。在需修补处进行编程,要求程序尽量符合地形,避免出现孔洞。每条焊缝要求搭接3mm以上。起伏时要求增大电流电压,或添加定时器,添加停留时间,避免出现开始时因为工件较冷,影响材料的润湿性。
2.3焊接
程序编制好后,施焊。在接近边部时停止,带工件变冷后再继续施焊。
2.4 焊后处理
车掉焊接表面波纹,通常车削高度在2mm左右,要求剩下表面没有气孔、夹渣和未熔合的情况。
3、结论
通过自动化焊接,可有效减少焊接气孔,及焊接工作量。适合复杂,大型,多处损伤的轴瓦修复。
焊接材料采用虎伏生产的φ1.6的SnSb11Cu6巴氏合金焊丝,该焊丝采用无AS晶粒细化技术,配合特殊的辊轧工艺,具有晶粒细小,污染小等特点,可充分满足MIG焊时高速送丝的要求。
焊接设备采用虎伏二次开发的KD-500巴氏合金MIG焊机,配合高效的送丝系统,可有效减少焊接过程中的飞溅,实现焊接。
修复工艺根据具体的工件尺寸选择,通常电流控制在90±10A,电压15±5V。焊接速度控制在100±20mm/s。
2、焊接过程
2.1焊件预处理
先确定轴瓦损坏位置,将轴瓦放入烘干箱中进行烘烤,去除上面的油渍,因为,轴瓦长期处于润滑油中,会严重影响修补处材料的润湿性。随后,使用着色剂中的清洗剂对需修补处进行清洗,而后,车掉需焊接处,要求表面无铁锈呈现金属光泽,深度变化要均匀,尽量减少夹角及凹坑。
2.2 设备准备
对设备进行校正,确保设备运行偏差≤0.08mm。在需修补处进行编程,要求程序尽量符合地形,避免出现孔洞。每条焊缝要求搭接3mm以上。起伏时要求增大电流电压,或添加定时器,添加停留时间,避免出现开始时因为工件较冷,影响材料的润湿性。
2.3焊接
程序编制好后,施焊。在接近边部时停止,带工件变冷后再继续施焊。
2.4 焊后处理
车掉焊接表面波纹,通常车削高度在2mm左右,要求剩下表面没有气孔、夹渣和未熔合的情况。
3、结论
通过自动化焊接,可有效减少焊接气孔,及焊接工作量。适合复杂,大型,多处损伤的轴瓦修复。
公司商业信息
供应大直径薄壁瓦瓦块加工为汽轮机、电机等设备提供可倾瓦定制加工
苏州虎伏为各地区各类可倾瓦提供优质的修复服务
为江苏各地区提供轴瓦加工服务
供应汽轮机轴瓦MIG焊整体及局部修复
供应离心压缩机轴瓦瓦块加工
为江苏各地区汽轮机、电机等设备提供轴瓦修复服务
苏州虎伏为各地区提供全规格、全系列的巴氏合金焊丝
提供推力瓦瓦块优质的加工
供应批量定制生产各类汽轮机瓦块
供应各种规格轴瓦瓦块加工及代加工
提供多瓦块可倾瓦滑动轴承瓦块代加工
供应高速瓦整体修复及局部修复
苏州虎伏以全自动生产工艺为各地提供推力瓦定制加工服务
供应高结合强度推力瓦堆焊加工
为江浙沪等地提供各类巴氏合金推力瓦
供应各规格高速电机轴瓦修复
供应高速齿轮箱瓦块MIG焊加工
苏州虎伏为各地区汽轮机、压缩机等高速旋转设备提供优质的可倾瓦
苏州虎伏新材料科技有限公司
联系人:祖威 先生 (销售经理)
电 话:0512-58909130
传 真:
手 机:15162366337
Q Q:
地 址:中国江苏张家港市南丰镇兴园路6号
邮 编:215628
网 址:http://hoof2017.qy6.com(