公司名称:郑州科信电器有限公司上海销售处
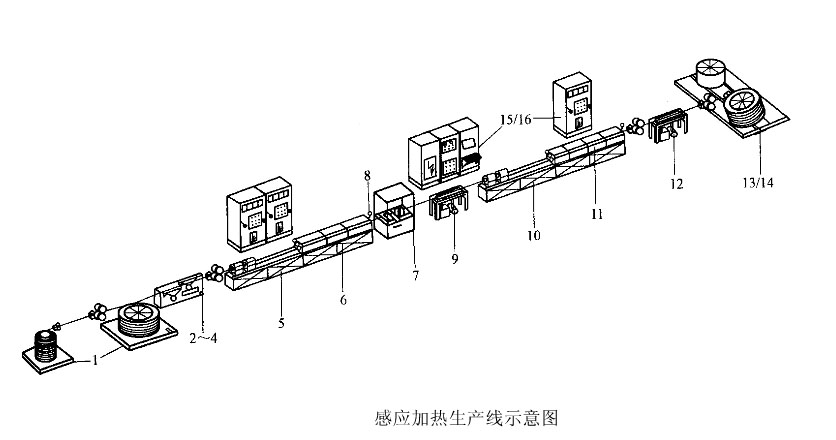 供应钢丝钢带铅浴淬火回火感应加热生产线
供应钢丝钢带铅浴淬火回火感应加热生产线 发布时间:04月20日
详细说明
弹簧钢丝的发展 弹簧钢丝经过100多年的发展,工艺技术经历了由铅淬火到油淬火,现又发展到感应加热淬火。再加上工艺技术装备不断创新和完善,品种质量不断更新。近来开发的阀门用弹簧钢丝感应加热淬火和回火处理工艺,试验证明,由于感应加热时间短,淬火组织细小,钢丝表面几乎没有脱碳层,所以其塑性、韧性、抗松弛性、断裂韧性、延迟断裂抗力、疲劳寿命等都比油淬火回火钢丝有较大提高。
)钢丝
①铅浴等温淬火冷拉钢丝(又称派登脱处理冷拉钢丝)钢丝制成弹簧后只需进行低温回火,以消除应力。
②油淬火和回火钢丝 冷拉成所需尺寸后,进行连续加热、连续油淬火和铅回火。钢丝制成弹簧后只需进行低温回火,以消除应力。
③冷拉钢丝(即不经淬火和回火处理的钢丝)。
淬火处理决定钢丝的组织,*终决定钢丝的拉伸性。因此,淬火处理必须快速且整个钢丝区域在控制状态下均匀冷却。
提供2种工艺:铅浴淬火,和考虑保护土壤以防铅的使用会产生风险问题的流化床“生态淬火”。
两种工艺各有其优点,处理像0,6 mm切割丝那样的细丝用生态淬火,钢丝直径达18 mm则用FIB铅浴淬火。 两种工艺都具环保性,给操作员提供*舒适安全的生产环境。
铅浴处理直径覆盖范围从0,75 mm up至18 mm,钢丝的应用范围从轮胎帘线至*大直径的制绳丝。
我们的模块型设计可以为客户将来需要增加产能而对原设备进行升级。
温度稳定受控的成熟技术适用于*高的生产量并保持温度的精确性。
电加热的温度持续高达600°C。
方便接近钢丝区域
我们特殊的制造方式使焊接应力降到*低(预防漏铅)。
选用我们的封闭式设计,人员环保符合EC和俄罗斯国家标准。
0139-169-54778联系人|刘|+建怀
快速高效的钢丝淬火系统
温度精确稳定
可以确保相同尺寸近60头钢丝极好的淬火处理
产量可升级
防漏铅设计
可根据空间位置选择进线方向
耐用型附件
与奥氏体化炉相同的加热技术
*优化,能接近钢丝区域
自测性,设备自我检测
灵活性,处理钢丝的尺寸范围大
封闭式,保护人员安全
弹簧钢丝铅浴处理(铅淬火):
目前,国内仍广泛采用铅浴作为铅浴处理的淬火介质。在生产中根据钢中含碳量及丝径大小确定铅浴温度。钢中含碳量越多,铅浴温度应越高;丝径越大,铅浴温度应越低。
铅浴的主要优点是有很好的导热能力,钢丝可在较短时间内从奥氏体化温度冷却到接近铅浴的温度。如根据碳钢的冷却转变图来计算,钢丝在500℃左右的铅浴中完成索氏体转变的时间只需20s,而实际生产中钢丝在铅浴中通过的时间约1min。但是在含锰量较高(如65Mn、T8Mn等)或钢中含量有较多的Si、Cr等合金元素时,将延长珠光体转变的孕育期。要求获得全部匀细的索氏体,就需要延长在铅浴中的停留时间,否则易出现脆性组织——马氏体。
铅淬火中另一个主要问题是当20~30根赤热钢丝同时进入铅浴中,大量的热传导给铅浴,它虽有良好的寻热性,仍不能将这些热量散发出去,而恰在家此处覆盖着相当厚的木碳,以防止钢丝表面氧化和脱碳,故在钢丝入铅浴处附近区域造成了非常严重的过热现象。这个过热区域较大,其温度可达700℃,与铅浴要求温度高300℃左右。很明显、钢丝从加热炉出来后,必然通过该过热区并先共析铁素体,形成的片层珠光体亦较粗,从而降低弹簧钢丝的力学性能。
影响铅温波动的因素很多,如铅液数量、铅液是否能循环流动、铅槽结构、钢丝加热温度的高低、钢丝尺寸大小和数量,以及运行速率等。实践证明:钢丝直径越大,其加热温度越高,则铅液的过热现像越严重。用液压泵循环冷却铅液可保证钢丝淬火冷却质量,但设备比较复杂和昂贵。如在塆区域安置冷却水套或水管通过控制水的流量亦可有效比消除铅液的过热现象,安全、简易、可靠。
总之,铅淬火工艺中出现的质量问题有:钢丝表面脱碳、组织粗大、先共析铁素体量超标和出现脆性马氏体。其中前两项质量问题是钢丝加热过程中发生的,后两项是淬火冷却中产生的。这些问题严重影响钢丝热处理质量,即降低弹簧钢丝的疲劳寿命和应力松弛稳定性。
)钢丝
①铅浴等温淬火冷拉钢丝(又称派登脱处理冷拉钢丝)钢丝制成弹簧后只需进行低温回火,以消除应力。
②油淬火和回火钢丝 冷拉成所需尺寸后,进行连续加热、连续油淬火和铅回火。钢丝制成弹簧后只需进行低温回火,以消除应力。
③冷拉钢丝(即不经淬火和回火处理的钢丝)。
淬火处理决定钢丝的组织,*终决定钢丝的拉伸性。因此,淬火处理必须快速且整个钢丝区域在控制状态下均匀冷却。
提供2种工艺:铅浴淬火,和考虑保护土壤以防铅的使用会产生风险问题的流化床“生态淬火”。
两种工艺各有其优点,处理像0,6 mm切割丝那样的细丝用生态淬火,钢丝直径达18 mm则用FIB铅浴淬火。 两种工艺都具环保性,给操作员提供*舒适安全的生产环境。
铅浴处理直径覆盖范围从0,75 mm up至18 mm,钢丝的应用范围从轮胎帘线至*大直径的制绳丝。
我们的模块型设计可以为客户将来需要增加产能而对原设备进行升级。
温度稳定受控的成熟技术适用于*高的生产量并保持温度的精确性。
电加热的温度持续高达600°C。
方便接近钢丝区域
我们特殊的制造方式使焊接应力降到*低(预防漏铅)。
选用我们的封闭式设计,人员环保符合EC和俄罗斯国家标准。
0139-169-54778联系人|刘|+建怀
快速高效的钢丝淬火系统
温度精确稳定
可以确保相同尺寸近60头钢丝极好的淬火处理
产量可升级
防漏铅设计
可根据空间位置选择进线方向
耐用型附件
与奥氏体化炉相同的加热技术
*优化,能接近钢丝区域
自测性,设备自我检测
灵活性,处理钢丝的尺寸范围大
封闭式,保护人员安全
弹簧钢丝铅浴处理(铅淬火):
目前,国内仍广泛采用铅浴作为铅浴处理的淬火介质。在生产中根据钢中含碳量及丝径大小确定铅浴温度。钢中含碳量越多,铅浴温度应越高;丝径越大,铅浴温度应越低。
铅浴的主要优点是有很好的导热能力,钢丝可在较短时间内从奥氏体化温度冷却到接近铅浴的温度。如根据碳钢的冷却转变图来计算,钢丝在500℃左右的铅浴中完成索氏体转变的时间只需20s,而实际生产中钢丝在铅浴中通过的时间约1min。但是在含锰量较高(如65Mn、T8Mn等)或钢中含量有较多的Si、Cr等合金元素时,将延长珠光体转变的孕育期。要求获得全部匀细的索氏体,就需要延长在铅浴中的停留时间,否则易出现脆性组织——马氏体。
铅淬火中另一个主要问题是当20~30根赤热钢丝同时进入铅浴中,大量的热传导给铅浴,它虽有良好的寻热性,仍不能将这些热量散发出去,而恰在家此处覆盖着相当厚的木碳,以防止钢丝表面氧化和脱碳,故在钢丝入铅浴处附近区域造成了非常严重的过热现象。这个过热区域较大,其温度可达700℃,与铅浴要求温度高300℃左右。很明显、钢丝从加热炉出来后,必然通过该过热区并先共析铁素体,形成的片层珠光体亦较粗,从而降低弹簧钢丝的力学性能。
影响铅温波动的因素很多,如铅液数量、铅液是否能循环流动、铅槽结构、钢丝加热温度的高低、钢丝尺寸大小和数量,以及运行速率等。实践证明:钢丝直径越大,其加热温度越高,则铅液的过热现像越严重。用液压泵循环冷却铅液可保证钢丝淬火冷却质量,但设备比较复杂和昂贵。如在塆区域安置冷却水套或水管通过控制水的流量亦可有效比消除铅液的过热现象,安全、简易、可靠。
总之,铅淬火工艺中出现的质量问题有:钢丝表面脱碳、组织粗大、先共析铁素体量超标和出现脆性马氏体。其中前两项质量问题是钢丝加热过程中发生的,后两项是淬火冷却中产生的。这些问题严重影响钢丝热处理质量,即降低弹簧钢丝的疲劳寿命和应力松弛稳定性。
郑州科信电器有限公司上海销售处
联系人:刘建怀 先生 (业经经理)
电 话:021-62092090-802
传 真:021-62092090-808
手 机:13916954778
Q Q:
地 址:中国上海嘉定区上海嘉定工业区叶城路925号
邮 编:201821
网 址:http://ajm8888.qy6.com(